CPIM Exam Details
-
Exam Code
:CPIM -
Exam Name
:Certified in Planning and Inventory Management (CPIM 8.0) -
Certification
:APICS Certifications -
Vendor
:APICS -
Total Questions
:225 Q&As -
Last Updated
:May 25, 2026
APICS CPIM Online Questions & Answers
-
Question 91:
In choosing suppliers, a company wishes to maintain maximum leverage to reduce costs. Which of the following supply chain strategies would provide this opportunity?
A. Single sourcing
B. Multisourcing
C. Long-term agreement
D. Service-level agreement (SLA) -
Question 92:
Which of the following planning modules considers the shortest-range planning goals?
A. Capacity requirementsplanning(CRP)
B. Input/output analysis
C. Resource planning
D. Rough-cut capacity planning (RCCP) -
Question 93:
Which of the following techniques would a group use to prioritize problems?
A. Critical path analysis
B. Pareto analysis
C. Scatter charts
D. Cause-and-effect diagrams -
Question 94:
A work center has 3 machines that are all run at the same time with a single worker. The work center has an efficiency of 75% and a utilization of 100%. What is the work center's capacity in standard hours for an 8-hour shift?
A. 6 hours
B. 8 hours
C. 18 hours
D. 24 hours -
Question 95:
Capacity requirements planning (CRP) is applicable primarily In companies operating In an environment where:
A. backlog is very low.
B. the status of work orders is disregarded.
C. lean principles are used.
D. material requirements planning (MRP) is used. -
Question 96:
According to quality function deployment (QFD), customer needs are gathered through:
A. employee suggestions.
B. technical specifications.
C. surveys.
D. historical data. -
Question 97:
Multilevel bills are formed as:
A. Logical grouping of parts into subassemblies based on the way the product is assembled.
B. Overall design for the arrangements of bills
C. To make identification of the part absolute
D. Both A and B -
Question 98:
Under which of the following conditions is excess capacity most likely a good substitute for safety stock?
A. The cost of excess capacity is less than the cost of an additional unit of safety stock in the same period.
B. The cost to maintain one unit in inventory for a year is less than the direct labor cost.
C. The service level with safety stock is more than the service level with excess capacity.
D. Lead time for the product is longer than customers are willing to wait. -
Question 99:
A logistics manager Is faced with delivering an order via rail or truck. Shipping via rail costs S300 and takes 14 days. Shipping via truck costs $600 and takes 3 days. If the holding cost is $40 per day, what is the cost to deliver the order?
A. $340for rail,$600 for truck
B. $340for rail.$720 for truck
C. $860for rail,$720 for truck
D. $860for rail.$600 for truck -
Question 100:
Given the following data, calculate the appropriate takt time:
A. 0.25 minutes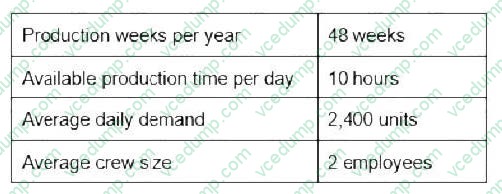
B. 1 minute
C. 2 minutes
D. 4 minutes
Related Exams:
-
CLTD
Certified in Logistics, Transportation and Distribution -
CPIM
Certified in Planning and Inventory Management (CPIM 8.0) -
CPIM-BSP
CPIM - Basics of Supply Chain Management -
CPIM-ECO
CPIM - Execution and Control of Operations -
CPIM-MPR
CIPM - Master Planning of Resources -
CPIM-PART-2
CIPM - (Part 2) -
CSCP
Certified Supply Chain Professional -
CTSC
Certified in Transformation for Supply Chain (CTSC)
Tips on How to Prepare for the Exams
Nowadays, the certification exams become more and more important and required by more and more enterprises when applying for a job. But how to prepare for the exam effectively? How to prepare for the exam in a short time with less efforts? How to get a ideal result and how to find the most reliable resources? Here on Vcedump.com, you will find all the answers. Vcedump.com provide not only APICS exam questions, answers and explanations but also complete assistance on your exam preparation and certification application. If you are confused on your CPIM exam preparations and APICS certification application, do not hesitate to visit our Vcedump.com to find your solutions here.